聚氨酯直埋保温管生产制造工艺
时间:2023-09-11 人气:355次
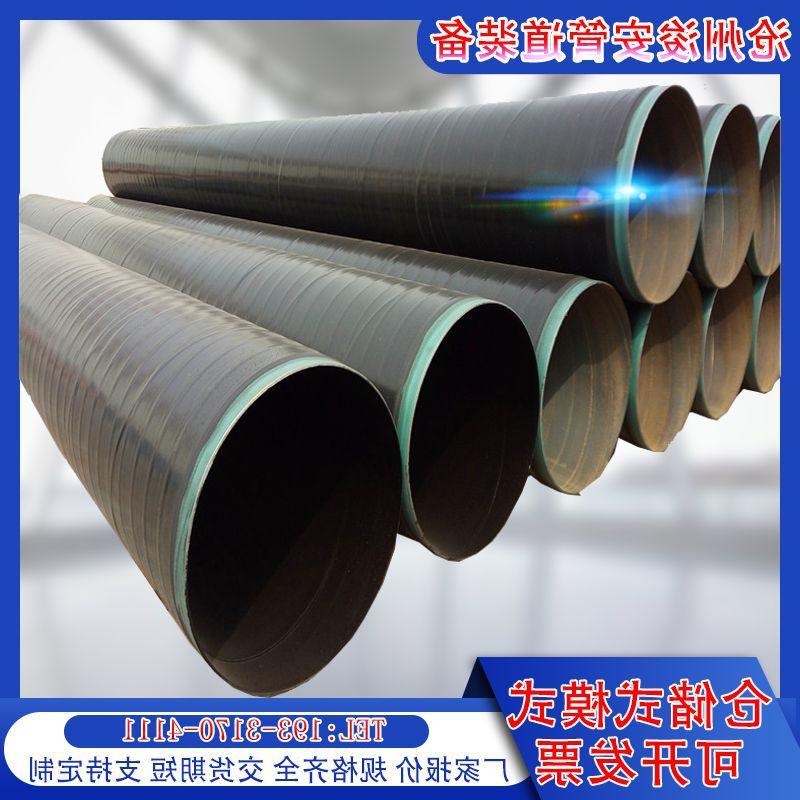
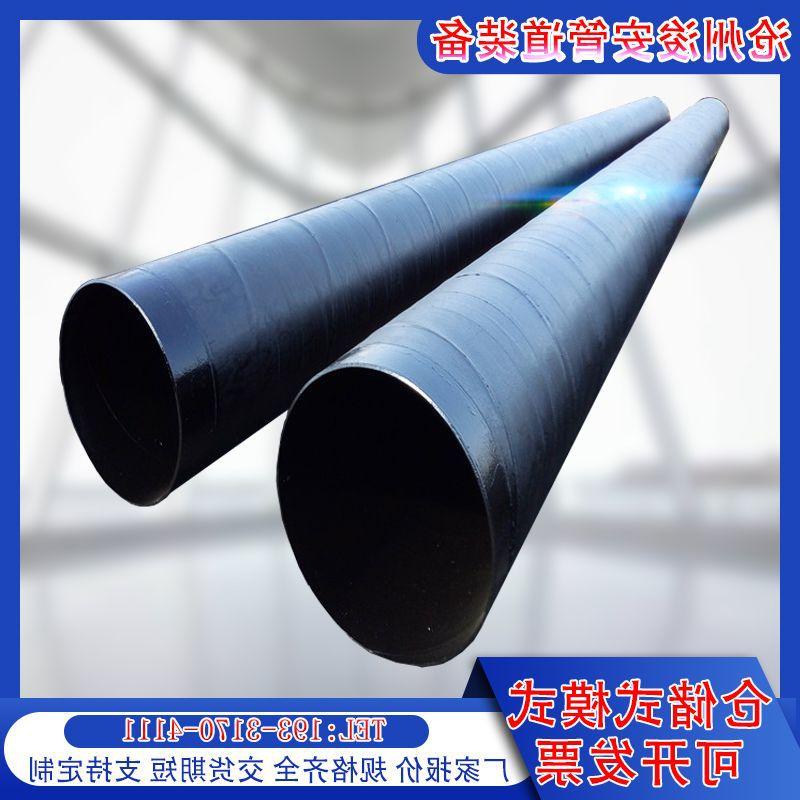
1.将除锈抛丸好的无缝或者直缝钢管吊装穿管操作台。
2.根据保温要求或保准保温厚度将支架固定在钢管上,根据管径每一圈6-10件,越1.2-1.5米为一组。
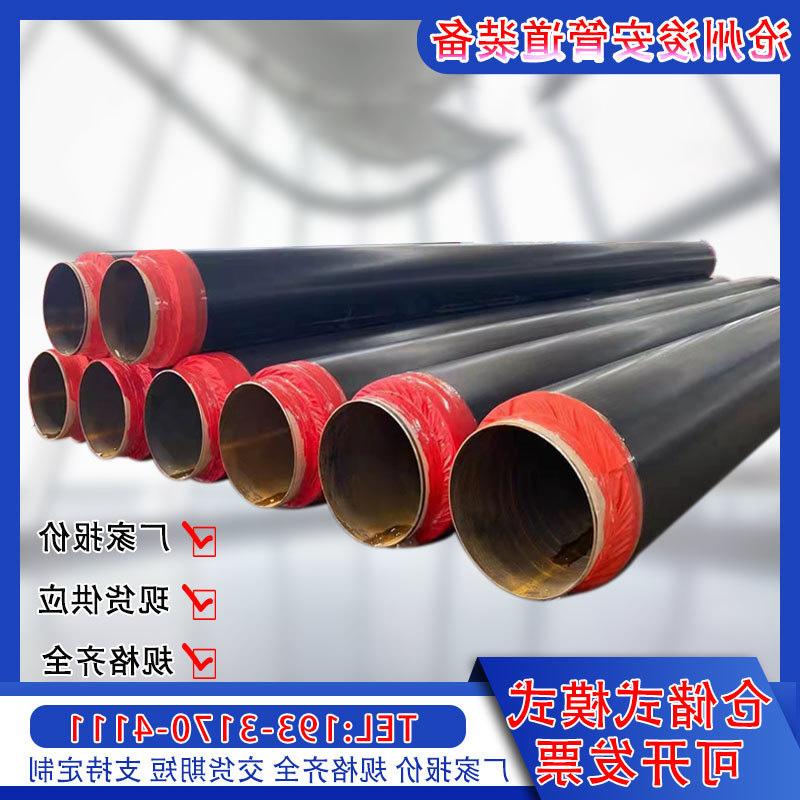
3.支架固定后,安装管壳,将保密度聚乙烯管壳套入已经固定好支架的钢管上。然后利用内径和管径一
样的法兰堵住两端。在外护套上开注胶抢孔。
4.根据保温层厚度及管径计算材料量,调整流量计,将枪头插入开好的注胶枪孔内,打开空压机,打开
A.B两组份料出料阀门,同时按自动注胶机开关,设备自动注胶,关闭。
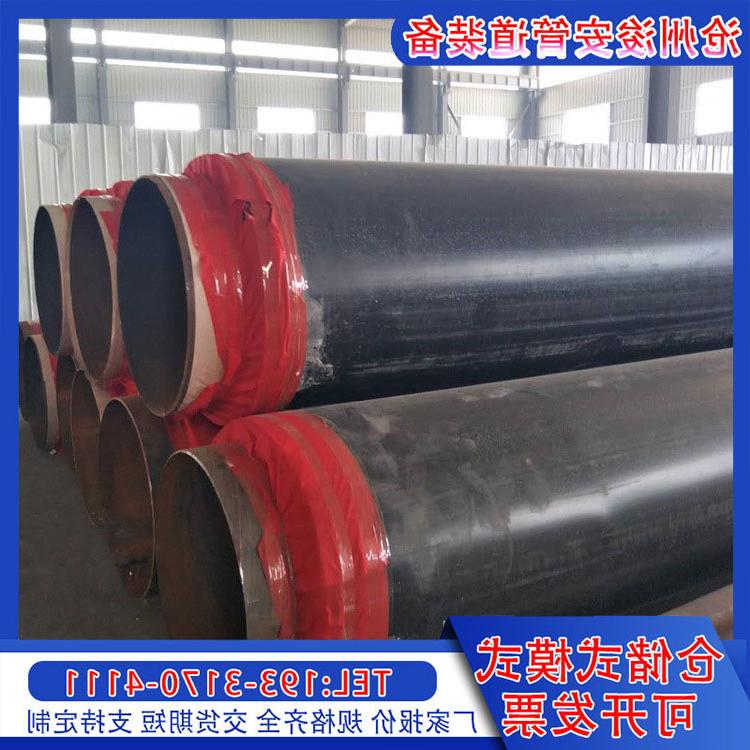
5.灌注发泡结束5分钟左右(根据环境温度定)拆除密封法兰,套好套袖管,封闭注胶孔,水平放置管道
并编号。
6.检验合格后,吊装至成品区。
- 上一篇:聚氨酯保温管组成部分
- 下一篇:直埋式预制,聚氨酯保温管的安装